Diesen Umstand macht man sich bei der Verwendung von Kühlschmiermitteln in der Zerspanungstechnik zu Nutzen.
Stadtwasser definiert sich über Zusammensetzung und Menge seiner gelösten Inhaltstoffe. Man spricht vom Gesamtsalzgehalt. Dieser ist nicht zu verwechseln mit der Gesamthärte des Wassers. Die Härte macht nur einen Teil des Gesamtsalzgehaltes aus. Der Salzgehalt wird mittels Leitfähigkeitsmessung bestimmt. Grundsätzlich gilt, je mehr Salz gelöst ist, umso höher ist die Leitfähigkeit.
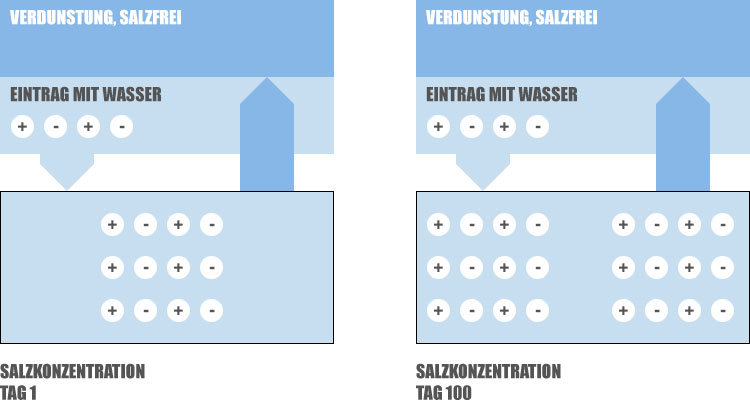
Die unerwünschte Aufsalzung des Kühlschmierstoffes durch gelöste Chloride, Sulfate Härtebildner etc. wird jedoch nicht allein durch den Eintrag über das Stadtwasser bestimmt. Wesentlichen Anteil haben Verdampfungs- und Verdunstungsverluste. Da Salze nicht verdunsten können, bleiben diese im Kühlschmierstoff zurück und werden immer weiter konzentriert.
Ein Beispiel:
Der Inhalt eines Kühlschmierstoff-Kreislaufes nach Befüllung beträgt 1000 Liter. Der Gesamtsalzgehalt verdoppelt sich, sobald
der Inhalt auf 500 Liter verdampft/verdunstet ist. Nachspeisen mit unbehandeltem Stadtwasser
führt zu weiterem Salzeintrag. Die Salzfracht, messbar über den Leitwert, steigt kontinuierlich an.
Hohe Salzfrachten im Kühlschmiermittel führen zu einer Reihe von unerwünschten Beeinträchtigungen:
Dauerhaft Abhilfe schafft der Einsatz von vollentsalztem Wasser für das Fluidmanagement der Kühlschmierstoffe. Vollentsalztes Wasser ist auch bekannt unter den Begriffen deionisiertes, entmineralisiertes oder einfach VE-Wasser. VE-Wasser enthält, bis auf Spuren, keine gelösten Salze. Aufsalzung und negativen Beeinflussung der Fertigungsprozesse werden vermieden.

Als VE-Wasser bezeichnet man üblicherweise Prozesswasser welches einen Leitwert von unter 10 µS/cm aufweist. Zum Vergleich – unser Trinkwasser besitzt im allgemeinen Leitwerte von ca. 500 S/cm.
Wichtig ist hierbei zu unterschieden, dass enthärtetes Wasser in der Qualität nicht vollentsalztem (VE-) Wasser entspricht. Enthärtetes Wasser aus Kationentauschern hat annähernd den gleichen Salzgehalt, wie das ursprüngliche Stadtwasser. Eine Aufsalzung über die Nachspeisung findet also immer noch statt.
Für die industrielle Anwendung stehen heute im Wesentlichen zwei etablierte Verfahren zur Herstellung von vollentsalztem Prozesswasser zur Verfügung: Mischbettionenaustauscher und Umkehrosmose. Auch bekannt unter den Begriffen Osmose- oder einfach RO (engl.: Reverse Osmose) Anlage.
Ob nun ein Mischbettaustauscher oder eine RO Anlage zum Einsatz kommt, hängt davon ab, wieviel VE-Wasser in welcher Zeit zur Verfügung stehen soll. Mischbettionentauscher können eine große Menge vollentsalzten Wassers in kurzer Zeit erzeugen. Danach bedürfen sie einer kostenpflichtigen Regeneration. Typischer Einsatz die kurzfristige Befüllung eines Vorlagebe-hälters.
Dem gegenüber steht die kontinuierliche Versorgung mit steten Mengen an entmineralisiertem Wasser. Umkehrosmose Anlagen sind hier wirtschaftlicher. Sie müssen nicht regeneriert werden. Beispiel die zentrale automatische Versorgung einer oder mehrerer Maschinen.
Zentral installierte Umkehrosmose Anlagen eröffnen darüber hinaus eine Vielzahl von zusätzlichen Möglichkeiten. Grundsätzlich bietet VE-Wasser zwei Vorteile im der technischen Anwendung: Es trocknet fleckenfrei ab und es hinterlässt beim Verdampfen keine Rückstände.
Fleckenfrei trocknendes Wasser ist für viele Oberflächenprozesse unverzichtbar. Stichworte dazu:
Wird Wasser verdampft so lagern sich dessen gelöste Salze auf den beheizten Oberflächen der Verdampfer ab und stören die Wärmeübertragung. Entmineralisiertes Wasser behebt das Problem. Beispiele sind Kesselspeisewasser, Dampferzeuger für Reinigung- und Luftbefeuchtung, Heizkreisläufe, Kühlsysteme.
Zusammenfassung:
Salzhaltiges Stadtwasser in Verbindung mit Verdampfungs- und Verdunstungsverlusten führt bei Kühlschmiermitteln zu einer zunehmenden Aufsalzung.
Hohe Salzgehalte begünstigen die Korrosion an Maschine und Werkstück, erhöhen den Werkzeugverschleiß.
Die Verwendung von VE-Wasser vermeidet eine Aufsalzung und umgeht obige Nachteile.
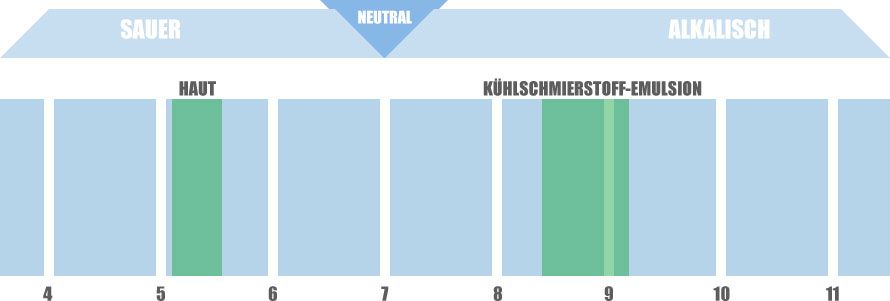
Der pH-Wert (pondus Hydrogenii) ist die Masszahl für die in einer Lösungen enthaltene Konzentration an Wasserstoffionen H+ (Hydroniumionen, H3O+).
Die schnellere Verdunstung des Tankvolumens bedeutet auch einen stärkeren Anstieg der Salze. So kann es sein, dass eine Hochleistungsmaschine mehr Nachfüllmenge benötigt, als eine Andere mit gleichem Tankvolumen.
Ein Auftropftest mit gleichem Kühlschmierstoff auf Alu 7075 bei einer Testdauer von 12 Stunden ergab folgendes Ergebnis.
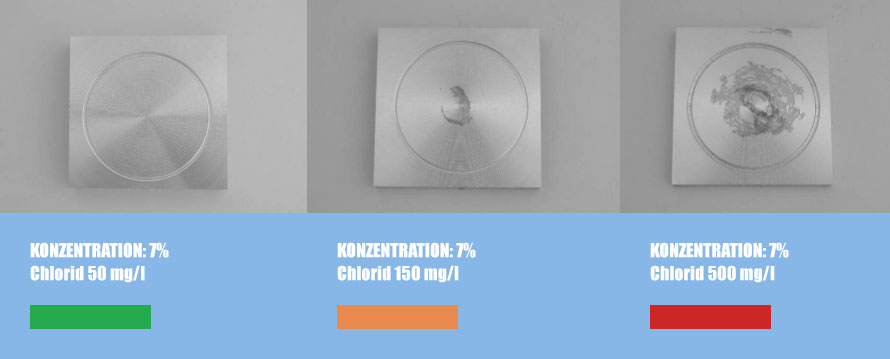
Rückstände verschwinden erst, durch den Einsatz von vollentsalztem Wasser
Die Grafiken zeigen den Anstieg der Salzkonzentration. Nach 68 Tagen steigen Chlorid und Sulfat weiter an, die Härte fällt jedoch ab. Das bedeutet, dass die Stoffe nicht mehr gebunden werden. So scheidet die Härte als Härteseifen aus.
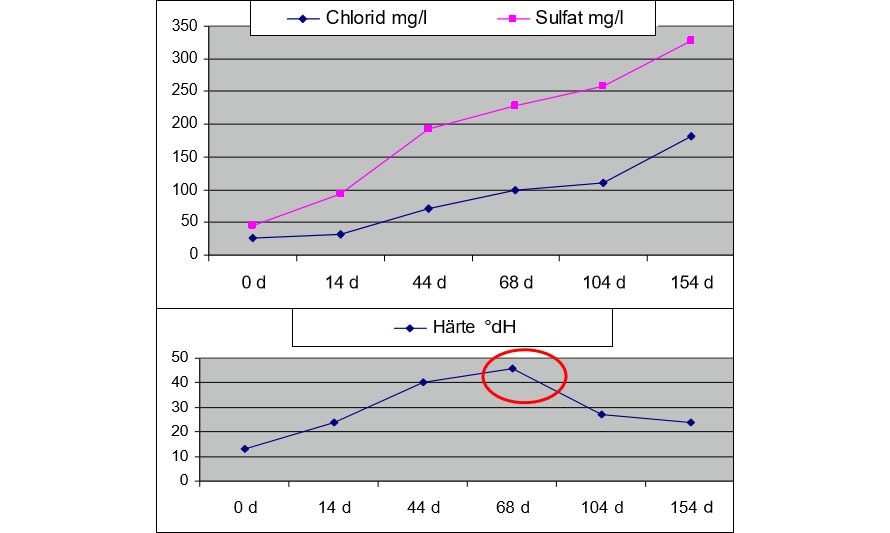
Markierung: Härteaufnahmevermögen erschöpft
Vorteile:
Nachteile:
Empfehlung:
Bei hartem Wasser und tiefen Chlorid und Sulfatwerten
Vorteile:
Nachteile:
Empfehlung:
Bewährtes Verfahren für die industrielle Anwendung
Vorteile:
Nachteile:
Empfehlung:
Bei kleinerem Verbrauch
Sie haben Fragen? Rufen Sie uns an!
+49 (0) 85 71 / 79 70
